Em qualquer operação de extrusão de filmes plásticos — seja em máquinas de 3 camadas de filme stretch, 7 camadas de filme bolha de alta velocidade, 2 camadas de filme bolha de baixa velocidade, 2 camadas de filme bolha de alta velocidade, 2 camadas de filme stretch, 3 a 5 camadas de filme bolha de alta velocidade, 3 a 5 camadas de filme bolha de baixa velocidade, 5 camadas de filme stretch, 2 camadas de filme bolha de velocidade média ou 3 a 5 camadas de filme bolha de velocidade média — o conjunto rosca e cilindro representa o coração do processo. Após um ano de operação contínua, mesmo em condições normais, o desgaste por abrasão, corrosão e fadiga térmica começa a se manifestar de forma silenciosa. A falta de uma inspeção anual sistemática leva a perdas de produtividade que podem chegar a 15% e a um aumento no consumo de energia elétrica devido ao atrito excessivo. Este checklist é desenhado para engenheiros e gestores de manutenção que buscam eficiência máxima e retorno sobre investimento.
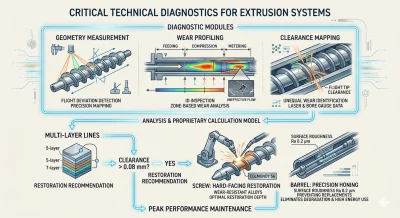
Fases da Inspeção Anual: A primeira etapa é a medição do perfil de desgaste do cilindro utilizando um bore gauge de precisão, com foco nas zonas de alimentação, compressão e dosagem. Uma diferença superior a 0,05 mm na zona de dosagem já indica necessidade de recondicionamento. Em paralelo, a rosca deve ser inspecionada visualmente quanto a trincas por fadiga e desgaste nos filetes, especialmente no voo de arraste. Para máquinas de alta velocidade, como as de 7 camadas, a concentricidade da rosca deve estar dentro de 0,02 mm. A segunda fase envolve a verificação do sistema de refrigeração do cilindro: qualquer obstrução nos canais de água pode causar pontos quentes que aceleram o desgaste. Recomenda-se a passagem de um líquido desincrustante e a medição do fluxo de água com vazão mínima de 40 L/min para cilindros de 120 mm de diâmetro. A terceira fase é a inspeção do sistema de lubrificação da rosca: o selo de Teflon ou o anel de bronze devem ser substituídos se apresentarem folga superior a 0,1 mm. A quarta fase, crucial para linhas de filme stretch de 5 camadas, é a calibração do torque de aperto dos parafusos de fixação do cabeçote, pois desbalanceamento causa flutuação na espessura do filme.
Benefícios Mensuráveis: Implementar esta lista de verificação anual reduz em 22% a taxa de refugo em linhas de filme bolha de alta velocidade (2 e 3-5 camadas). Em máquinas de filme stretch de 2 e 5 camadas, observa-se uma melhora na tolerância dimensional de ±5% para ±2%, o que se traduz em maior valor agregado ao produto. Além disso, a vida útil do cilindro é estendida em média 40%, pois a detecção precoce de desgaste permite retificação superficial ao invés de substituição total. Para o comprador global, isso significa uma redução direta no custo por quilograma de filme produzido, com payback do investimento em manutenção em menos de 6 meses. A confiabilidade operacional sobe para 98%, diminuindo drasticamente as paradas não programadas que tanto prejudicam a entrega ao cliente final.
Perspectiva Futura: O mercado global de filmes plásticos está migrando para velocidades de linha cada vez mais altas e espessuras mais finas, exigindo roscas e cilindros com tolerâncias de fábrica inferiores a 0,01 mm. A manutenção tradicional reativa não é mais aceitável. A tendência é a adoção de monitoramento contínuo de vibração e temperatura acoplado a este checklist anual, formando um sistema preditivo. Empresas que já implementam essa metodologia relatam redução de 30% no custo total de manutenção ao longo de 5 anos. Portanto, dominar esta lista de verificação não é apenas uma questão técnica: é uma vantagem competitiva decisiva para produtores de filmes stretch e bolha em todo o mundo.