Причины и Быстрые Способы Устранения Пульсации Выхода на Оборудовании для Изготовления Стрейч-Пленки
2026-07-01
Максимальная производительность при сохранении безупречного качества пленки является конечной целью промышленной упаковки. Однако многие производители пленки сталкиваются с общей и дорогостоящей проблемой: пульсацией выхода. Это явление вызывает неравномерный поток материала в процессе производства, что приводит к появлению тонких участков, полос на рулоне и частым обрывам пленки.
Понимание коренных причин этой нестабильности и внедрение современных инженерных решений позволяет производственным предприятиям превратить нестабильную экструзионную линию в высокорентабельную автоматизированную операцию.
Скрытая стоимость пульсации выхода в производстве стрейч-пленки
Пульсация выхода относится к циклическим колебаниям давления расплава и объемного расхода на экструзионной головке. При высокоскоростном производстве стрейч-пленки даже незначительные колебания давления приводят к заметной неравномерности толщины. Когда поток полимера пульсирует, пленка чередует толстые и тонкие участки по всей ширине полотна.
Традиционные производственные установки часто полагаются на ручные вмешательства для устранения этих узких мест. Операторы часто регулируют температуры цилиндров или вручную изменяют скорость шнека, чтобы стабилизировать нестабильную линию. Хотя эти быстрые исправления обеспечивают временное облегчение для текущих производственных проблем, они не устраняют основные механические и термодинамические проблемы.
Использование ручных корректировок приводит к серьезным эксплуатационным недостаткам:
- Более высокий процент брака из-за несоответствующей спецификации толщины пленки.
- Частые обрывы полотна на перемотчике, что увеличивает время простоя.
- Повышенные отходы материала во время запуска и смены продукции.
Пульсация выхода в экструзионных машинах для стрейч-пленки обычно возникает из трех основных областей
Термодинамический дисбаланс в зоне пластикации
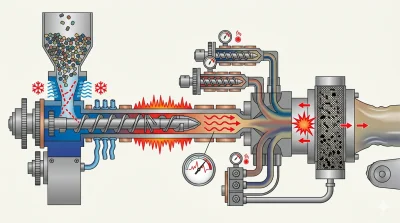
Нестабильное разрушение твердой пробки внутри цилиндра экструдера является основной причиной скачков давления. Если зоны нагрева не расплавляют полимерные гранулы с равномерной скоростью, нерасплавленные твердые частицы могут забивать каналы шнека. Это ограничение создает временное повышение давления, за которым следует внезапный выброс расплавленного материала, когда засорение устраняется.
Изменения насыпной плотности и зоны загрузки
Неравномерная подача сырья также вызывает пульсацию выхода. Изменения в соотношении переработанного материала, размерах гранул или насыпной плотности могут изменить то, как шнек захватывает материал. Без точного контроля подачи каналы шнека заполняются неравномерно, создавая волны давления по всей длине цилиндра.
Механический износ в восходящем потоке
Со временем трение изнашивает витки шнека и стенки цилиндра. Этот увеличенный зазор позволяет расплавленному полимеру течь обратно по виткам шнека — явление, известное как обратный поток или поток утечки. Эта потеря объемного вытеснения ухудшает насосную эффективность шнека и вызывает ритмичные падения давления.
Трансформация оборудования с помощью адаптивного контроля температуры и подачи
Современные полностью автоматические экструзионные машины для производства стрейч-пленки используют передовое оборудование и программное обеспечение с замкнутым контуром для коррекции этих несоответствий сырья в реальном времени. Модернизация этих критических компонентов устраняет пульсацию выхода в источнике.
Инфракрасный нагрев нового поколения с адаптивными ПИД-регуляторами
Традиционные экструзионные линии используют обычные слюдяные или керамические резистивные пояса, которые страдают от значительной тепловой инерции. Это запаздывание вызывает постоянные перерегулирования и недопустимые понижения температуры, напрямую провоцируя изменения вязкости и пульсацию выхода. Современные экструзионные машины для стрейч-пленки решают эту проблему узкого места путем интеграции усовершенствованных инфракрасных нагревательных устройств в паре с адаптивными ПИД-алгоритмами. Инфракрасный нагрев обеспечивает мгновенную теплопередачу и проникает глубоко в ядро полимера без задержки теплоудержания. Это позволяет автоматизированной системе управления микрорегулировать тепловые зоны в реальном времени, поддерживая безупречную температуру расплава и полностью стабилизируя поток полимера.

Сервоприводные интеллектуальные системы подачи
Объемная подача не может адаптироваться к изменяющейся плотности материала, например, при смешивании первичной смолы с пушистым внутренним переработанным материалом. Современные линии заменяют эти установки гравиметрическими сервоприводными системами подачи. Эти системы контролируют точный вес в час, поступающий в экструдер. Если происходит изменение насыпной плотности, серводвигатель мгновенно регулирует скорость шнека, чтобы поддерживать постоянный массовый поток, обеспечивая стабильный выход.
Устранение волн давления с помощью развязки насоса расплава
Для высокопроизводительных упаковочных приложений управление шнеком экструдера — это только половина дела. Для достижения экстремальной точности толщины усовершенствованные 5-слойные экструзионные машины для стрейч-пленки используют выделенные насосы расплава для каждого слоя соэкструзионного блока.
Роль барьера насоса расплава
Насос расплава представляет собой устройство объемного вытеснения, состоящее из двух вращающихся в противоположных направлениях шестерен. Расположенный между экструдером и соэкструзионной головкой, он действует как барьер развязки давления. Основная задача экструдера смещается с создания давления в головке на простое плавление и подачу полимера на вход насоса.
Полная изоляция скачков восходящего потока
Даже если шнек испытывает незначительную нестабильность подачи или плавления, насос расплава поглощает эти волны давления на своей впускной стороне. Зубья шестерен захватывают точные объемы расплавленного пластика и подают идеально равномерный поток полимера без пульсаций на головку. Поскольку скорость выхода строго зависит от скорости вращения насоса, давление в нисходящем потоке остается совершенно плоским, обеспечивая равномерную толщину пленки.
Измеримая рентабельность инвестиций: преимущества автоматизированных соэкструзионных решений
Интеграция адаптивных средств управления и выделенных насосов расплава в единую экструзионную машину для производства стрейч-пленки дает производителям пленки значительные, измеримые преимущества в производительности.
Непревзойденная точность толщины
Путем систематической изоляции и устранения переменных экструзии производители пленки могут уменьшить вариацию толщины до 65%. Устранение толстых и тонких участков позволяет операторам безопасно уменьшить толщину пленки. Производители могут производить более тонкие, высокопрочные стрейч-пленки, которые используют меньше смолы, обеспечивая при этом превосходную устойчивость к проколу и удерживающую способность.
Максимальное время безотказной работы производства
Стабильный процесс экструзии напрямую снижает механическое напряжение и отказы материала. Устранение скачков выхода снижает риск схлопывания пузыря или разрывов полотна на охлаждающих валках литьевой пленки. В среднем модернизация до интегрированной автоматизированной системы экструзии увеличивает общее время безотказной работы линии на 12-18%. Меньшее количество аварийных остановок означает более низкие затраты на оплату труда, уменьшенный износ компонентов и более безопасную рабочую среду.
Оптимизированная циркуляция материалов
Современные стандарты упаковки требуют интеграции вторичного сырья после промышленного или потребительского использования (PCR). Переработанные смолы часто демонстрируют нестабильные показатели текучести расплава (MFI), которые традиционно вызывают сильную пульсацию выхода. Сочетание адаптивного ПИД-нагрева и развязки насоса расплава позволяет современным машинам плавно перерабатывать переработанные материалы, сохраняя безупречное качество пленки даже при высоких пропорциях переработанного материала.
Выбор правильного автоматизированного решения для вашего завода
Преодоление пульсации выхода требует отказа от ручных быстрых исправлений и внедрения автоматизированной инженерии. Инвестиции в соэкструзионные линии с адаптивным управлением и интеграцией насоса расплава позволяют производителям упаковки защищать свою маржу от волатильности цен на смолу и растущих затрат на энергию.
Наши передовые экструзионные машины для производства стрейч-пленки разработаны для обеспечения максимальной стабильности, сверхточного контроля толщины и надежного высокоскоростного выхода. Независимо от того, хотите ли вы модернизировать существующую линию литьевой пленки или установить высокопроизводительную 5-слойную соэкструзионную систему, наша техническая команда может помочь вам выбрать идеальную конфигурацию для ваших целей.