3층 구조의 **스트레치 필름 제조기(stretch film making machine)**에서 필름 품질의 안정성은 각 층의 독립적인 용융 및 가소화 과정에서의 정밀한 온도 제어에 의해 결정됩니다.
특히 3층 공압출 라인에서는 정확한 온도 관리가 필름의 강도, 투명도, 그리고 전반적인 성능을 좌우하는 핵심 기술입니다.
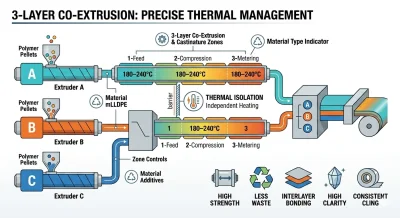
3층 압출에서의 독립 온도 제어
3층 스트레치 필름 생산 라인은 3대의 독립 압출기로 구성되며, 각 압출기는 개별 가열 시스템을 갖추고 있습니다.
주요 특징:
- 각 층마다 독립적인 가열 존 구성
- 폴리머 종류에 따라 개별 온도 설정 가능
- 층 간 열 간섭이 없는 구조
이러한 구조를 통해 각 층은 최적의 용융 상태에서 처리되며 서로의 열 영향에서 분리됩니다.
일반적인 가공 온도 범위 (180–240°C)
대부분의 스트레치 필름 제조기에서는 압출 온도가 180–240°C 범위 내에서 정밀하게 제어됩니다.
재료별 특성:
- LLDPE: 안정적인 유동성을 위한 비교적 낮은 온도
- mLLDPE: 강도 향상을 위한 중고온 영역
- 첨가제 및 점착제: 열 분해를 방지하기 위한 저전단 제어
이 정밀한 온도 제어는 다음과 같은 문제를 방지합니다:
- 과열로 인한 폴리머 열화
- 불완전한 용융으로 인한 불균일성
- 점도 불안정 문제
온도 분리의 중요성
각 압출기의 온도를 독립적으로 제어하면 다음과 같은 효과가 있습니다:
- 각 층의 안정적인 용융 흐름 지수(MFI) 유지
- 균일한 점도 분포
- 강력한 층간 접착력 확보
- 필름 파단 위험 감소
열 간섭을 제거함으로써 전체 가소화 품질이 안정적으로 유지됩니다.
정밀 온도 제어의 생산 이점
온도 관리가 최적화되면 생산 현장에서 다음과 같은 효과를 얻을 수 있습니다:
- 필름 강도의 안정성 향상
- 불량률 및 폐기물 감소
- 생산 라인 정지 시간 감소
- 투명도 및 외관 품질 향상
- 점착 성능 안정화
결과적으로 생산 효율과 비용 경쟁력이 크게 향상됩니다.
결론
3층 스트레치 필름 제조기의 핵심은 독립적인 용융 및 가소화 기술과 정밀한 온도 제어 시스템입니다.
180–240°C 범위 내에서 각 층을 독립적으로 제어함으로써 안정적인 용융 상태를 유지하고, 고품질의 필름 구조를 구현하여 장기적인 생산 안정성을 확보할 수 있습니다.