스트레치필름의 접착력 저하? 스트레치필름 기계 트러블슈팅 가이드
2026-05-28
글로벌 B2B 스트레치 필름 시장에서 제품의 접착력 저하는 생산 효율과 최종 사용자 만족도를 동시에 위협하는 치명적인 기술 장애입니다. 특히 고속 래핑 라인에서 필름의 자가 점착성이 불안정하면 하중 유지력이 떨어지고 권취 불량이 빈번해져 전체 공급망에 악영향을 미칩니다. 이러한 문제는 대부분 PIB(Polyisobutylene) 점착 부여제의 함량 부족, 압출 배럴 내 과도한 용융 온도로 인한 첨가제 열분해, 냉각 롤의 온도 불균형, 또는 코로나 처리 출력 불안정에서 기인합니다.
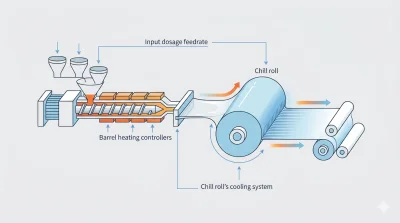
3층 스트레치 필름 기계와 5층 스트레치 필름 제조기는 이러한 접착력 저하 문제를 구조적으로 해결하도록 설계되었습니다. 우선, 배럴 온도를 180~230°C 범위에서 정밀 유지할 수 있는 PID 제어 시스템이 장착되어 있어 PIB를 포함한 점착 부여제가 열분해되지 않고 안정적으로 용융 혼합됩니다. 2층 스트레치 필름 제조기의 경우 코어층과 스킨층의 온도 구배를 세밀하게 조절하여 표면 점착도를 최적화하며, 5층 스트레치 필름 제조기는 각 레이어(예: 코어, 중간, 스킨)별 독립 가열 존을 통해 첨가제 분산도를 한층 더 높입니다.
냉각 단계에서는 초정밀 냉각 롤 온도 제어 시스템이 핵심입니다. 롤 표면 온도 편차를 ±1°C 이내로 유지함으로써 필름의 결정화 속도를 균일하게 하고, 이에 따라 PIB 분자가 표면으로 효과적으로 마이그레이션(migration)하여 균일한 접착력을 발현시킵니다. 또한, 고속 생산 라인에 내장된 코로나 처리 장치는 출력 전압을 실시간 모니터링하여 표면 에너지를 42~44 dyne/cm 범위로 안정화시킵니다. 이로 인해 3층 또는 5층 스트레치 필름 제조기에서 생산된 필름은 권취 시 층간 미끄러짐이 없고, 풀림 장력이 일정하며, 하중 안정성이 15% 이상 향상됩니다.
실제 글로벌 현장 데이터에 따르면, 5층 스트레치 필름 제조기로 전환한 고객사는 PIB 사용량을 최대 12% 절감하면서도 자가 점착성 테스트(ASTM D5458 기준)에서 95% 이상의 합격률을 기록했습니다. 2층 스트레치 필름 제조기를 사용하는 중소형 생산 라인에서는 냉각 롤 온도 안정화와 첨가제 균일 분산 덕분에 최종 제품의 신율과 인장 강도가 동시에 개선되는 효과를 보았습니다. 결론적으로, 접착력 저하 문제는 단순한 원료 조정이 아닌 기계 공정의 정밀 제어를 통해 근본적으로 해결할 수 있으며, 3층·5층 스트레치 필름 기계는 이를 위한 가장 신뢰할 수 있는 인프라입니다.