에어캡 제조 설비 설치 시 필수 유틸리티 요구사항: 전력, 용수, 압축 공기
2026-05-18
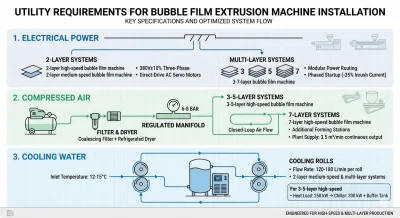
에어캡(버블 필름) 제조 공정에서 가장 흔히 발생하는 기술적 병목은 바로 설비 설치 단계에서의 유틸리티 인프라 부실입니다. 많은 바이어가 고성능 압출기와 진공 성형 롤러에만 집중할 뿐, 이를 뒷받침해야 할 전력·용수·압축 공기 시스템의 규격을 간과하여 생산 중단과 품질 불량으로 이어지는 사례가 빈번합니다. 특히 2층 저속 버블 필름 기계에서 7층 고속 버블 필름 기계에 이르기까지 층수와 속도가 증가할수록 유틸리티 요구사항은 기하급수적으로 엄격해집니다.
먼저 전력 시스템입니다. 모든 에어캡 제조 설비는 폴리머를 강력하게 용융하기 위해 안정적인 3상 전력을 필수로 요구합니다. 2층 저속 버블 필름 기계의 경우 일반적으로 380V, 60A 이상의 3상 전력이 필요하지만, 3~5층 중속 버블 필름 기계는 히터 존과 메인 모터 용량이 증가하여 최소 480V, 100A 이상의 전력 공급이 필요합니다. 더 나아가 7층 고속 버블 필름 기계는 압출기 개수와 냉각 팬, 권취기 동기 모터까지 고려하면 600V, 150A 이상의 안정적인 3상 전력망이 구축되어야 합니다. 전압 변동이 5%를 초과하면 용융 온도 편차로 인해 버블 두께 불량이 발생하므로, 반드시 전압 안정기와 서지 보호 장치를 설치해야 합니다.
두 번째로 압축 공기 시스템입니다. 진공 성형 롤러가 에어캡의 버블을 형성할 때는 지속적이고 건조한 압축 공기가 필요합니다. 2층 고속 버블 필름 기계와 2층 중속 버블 필름 기계는 분당 0.8~1.2m³의 압축 공기를 소모하며, 이슬점 -20℃ 이하의 건공기 상태가 유지되어야 롤러 표면에 결로가 생기지 않습니다. 3~5층 저속 버블 필름 기계나 3~5층 고속 버블 필름 기계로 넘어가면 버블 형성 공기 소모량이 2.5m³/min까지 증가하며, 이때 압력은 6~8bar로 일정하게 유지되어야 합니다. 만약 압축 공기량이 부족하면 버블 높이가 불균일해지고, 접착 불량으로 인해 최종 제품의 완충 성능이 저하됩니다.
마지막으로 산업용 냉각수 시스템은 버블 필름의 신속하고 균일한 응고를 보장하는 핵심 요소입니다. 2층 저속 버블 필름 기계는 시간당 약 5~8m³의 냉각수가 순환되어야 하며, 입구 수온 10~15℃, 출구 수온 20~25℃의 온도 구배를 유지해야 합니다. 반면 7층 고속 및 다층 설비(3~5층 고속, 7층 고속)는 냉각 롤러의 표면 온도 편차가 2℃ 이내로 관리되어야 하므로, 전용 냉각수 탑과 냉각수 순환 펌프, 필터 시스템이 반드시 갖추어져야 합니다. 냉각수 내 스케일이나 이물질이 존재하면 롤러 표면에 열점(hot spot)이 생겨 버블 필름의 두께 편차가 심해지고, 심한 경우 제품이 롤러에 달라붙는 스티킹(sticking) 현상이 발생합니다.
결론적으로, 2층 저속부터 7층 고속까지 모든 에어캡 제조 설비의 최적 가동을 위해서는 현장 유틸리티 인프라를 설비 사양에 맞게 사전에 정밀 계측하고 보완하는 것이 성공적인 투자의 첫걸음입니다. 전력, 압축 공기, 냉각수 각각의 규격을 충족할 때 비로소 설비의 생산성과 제품 품질을 최대치로 끌어올릴 수 있습니다. 바이어는 설치 전 현장 전기 용량 확인, 압축 공기 드라이어 용량 계산, 냉각수 순환 시스템 설계를 반드시 전문 엔지니어와 협의하여 진행하시기 바랍니다.