Как настроить Оборудование для изготовления стрейч-пленки: Необходимые вам важные опции
2026-05-22
В условиях жесткой конкуренции на рынке упаковочных материалов производители стретч-пленки сталкиваются с серьезным вызовом: как обеспечить стабильное качество пленки при минимальных затратах сырья и снижении процента брака? Типовые решения с однослойной экструзией часто дают неравномерную толщину, низкую прочность на прокол и плохую эластичность, что ведет к потерям при упаковке и недовольству конечных клиентов. Особенно остро эта проблема стоит при выпуске сверхтонкой высокоэластичной пленки для паллетной упаковки тяжелых грузов.
Оптимальный выход — грамотная настройка оборудования с учетом специфики выпускаемой продукции. Машина для производства двухслойной стрейч-пленки уже позволяет разделить функции: внутренний слой отвечает за сцепление с грузом, внешний — за прочность. Однако для достижения баланса между растяжением и удерживающей силой необходима более продвинутая конфигурация. Машина для производства трехслойной стрейч-пленки добавляет промежуточный слой, который демпфирует нагрузки и повышает сопротивление разрыву. А машина для производства пятислойной стрейч-пленки открывает возможности для создания структуры с оптимальным распределением дорогих адгезивов и базовых полимеров, снижая себестоимость без потери технических характеристик.
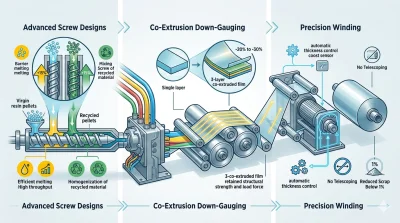
Ключевые опции настройки включают: выбор геометрии шнека (для мягких или высоковязких смесей), конфигурацию соэкструзионного блока (2, 3 или 5 слоев), тип матрицы (автоматическая или ручная регулировка зазора) и систему намотки с серводвигателями. Полностью автоматический станок для производства стрейч-пленки оснащается лазерным контролем толщины в режиме реального времени и обратной связью на экструдеры, что гарантирует отклонение толщины не более ±2%. Полуавтоматический станок для производства стрейч-пленки, в свою очередь, позволяет гибко менять рецептуру без длительной перенастройки, что важно для малых и средних партий.
Применение многослойной коэкструзии с независимым регулированием температуры каждого слоя и высокоточными серводвигателями валков намотки обеспечивает равномерное натяжение полотна, исключает образование складок и обеспечивает стабильный выход пленки с заданным коэффициентом растяжения (до 300% для трехслойной и до 400% для пятислойной структур). Это сокращает расход сырья на 15–20% за счет оптимизации толщины при сохранении прочностных свойств, а также снижает количество отходов при запуске и переходе на другую рецептуру.
Итоговая настройка под конкретные задачи клиента — от легкой стрейч-пленки для упаковки бутылок до высокопрочной для удержания строительных блоков — требует оценки всех указанных опций. Правильно подобранная конфигурация, будь то машина для производства двухслойной стрейч-пленки для простых задач или полностью автоматический станок для производства стрейч-пленки с пятислойной головой и сервоприводами, становится не просто оборудованием, а инструментом повышения рентабельности всего производства.