Как предотвратить «плоские пузырьки»: Поиск и устранение неисправностей вашего Оборудования для изготовления пупырчатой пленки
2026-04-29
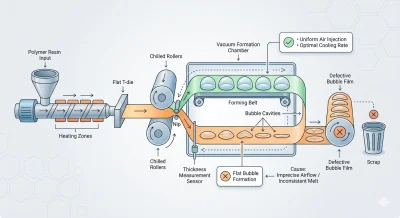
В производстве пузырчатой пленки проблема «плоских пузырьков» (дефляция, неполное формование) — один из самых распространенных и дорогостоящих дефектов. Он приводит к повышенному проценту брака, потерям сырья и незапланированным простоям оборудования, напрямую ударяя по рентабельности производства. Основные причины кроются в нестабильности воздушного потока, неравномерном охлаждении валков, некорректной геометрии и зазоре фильеры, а также в дисбалансе скоростей экструзии и вытяжки. Традиционные однослойные или устаревшие двухслойные линии часто не способны обеспечить необходимую точность контроля по всем этим параметрам, особенно при увеличении скорости или работе с комплексными материалами.
Современное многослойное оборудование предлагает принципиально иной подход к решению этой проблемы. Например, 3-5 слойные среднескоростные экструдеры оснащены раздельными шнеками и системами подачи для каждого слоя. Это позволяет оптимально распределить материалы: использовать регенерат или более жесткие полимеры в средних слоях, а высококачественное сырье — в наружных. В результате повышается стабильность пузырька и улучшаются барьерные свойства пленки. Высокоскоростные 2-слойные и 3-5-слойные линии интегрируют прецизионные системы подачи воздуха с цифровым управлением (PID-контроллеры), которые в реальном времени компенсируют колебания давления, гарантируя равномерное наполнение каждого пузырька даже на скоростях свыше 120 м/мин. Для сложных задач, где требуется сочетание высокой прочности, оптических свойств и специальных характеристик (антистатик, УФ-защита), незаменимы становятся 7-слойные высокоскоростные экструдеры. Их модульная конструкция и продвинутая система соэкструзии исключают перекосы расплава и обеспечивают идеальную адгезию между слоями, что является фундаментом для безупречного формования.
Ключевые технологические преимущества такого оборудования напрямую влияют на устранение «плоских пузырьков». Во-первых, это инженерно рассчитанная конструкция фильерного блока (губы) с микрометрической регулировкой зазора по всей ширине. Она обеспечивает ламинарное истечение расплава без «эффекта памяти», что предотвращает локальные зоны утоньшения. Во-вторых, это независимые высокоточные контуры регулировки температуры для каждой экструзионной зоны и вала охлаждения. Равномерное охлаждение — критический фактор для фиксации формы пузырька. В-третьих, синхронизированный привод всех участков линии (экструдер, калибровочная шахта, тянущие и намоточные устройства) через единый частотный преобразователь исключает механическую деформацию еще не остывшей пленки. Наконец, встроенные системы мониторинга и SCADA позволяют оператору отслеживать ключевые параметры (давление воздуха, температуру, скорость) и оперативно реагировать на отклонения.
Таким образом, переход на многослойные экструзионные комплексы — это не просто замена оборудования, а стратегическая модернизация, направленная на повышение качества и снижение общих затрат. Стабильное производство без дефектов увеличивает выход годной продукции, минимизирует использование дорогостоящего первичного сырья за счет эффективного внедрения вторичного материала в средние слои и значительно сокращает время на переналадку. Для российского рынка, где требования к упаковке постоянно растут, а конкуренция обостряется, инвестиции в такое оборудование становятся решающим фактором для укрепления позиций поставщика и обеспечения долгосрочной прибыльности бизнеса.